
It's a challenge being posed to many manufacturers in today's rapidly changing manufacturing environment. A few years ago, water conservation was not on the radar screen of most manufacturers using metal finishing systems as it is now.
Consider the reasons for the changed attitude: recent severe drought conditions in many parts of the country that are also huge manufacturing zones now have restricted water usage. Outdated municipal water/sewer systems, squeezed by tight budgets, now force customers to limit water consumption. New plants are often being built without sewer drains and water hookups. A growing boardroom emphasis on excellence, in order to become "good corporate citizens", leading to limiting sewer discharge, and in turn, lowering corporate liability.
Individually, these factors may be unrelated, but when viewed together, they create a compelling case for water conservation as a smart move for manufacturers. There has been a general recognition that "green" manufacturing pays dividends for manufacturers, including those with in-house black oxide installations.
One number to use as a guidepost in this analysis is 63,000 gallons. It's not a magical number, but it happens to be the volume of water that is consumed monthly by a 100-gallon Tru Temp® mid temperature in-house black oxide system, operated one shift per day.
In a normal setting, the cost of this volume of water is minimal. However, some plants use septic systems rather than city sewer; others need to install the black oxide line in a warehouse area where there are no water and sewer hookups; many are bound by restrictions on the volume of water they can consume. As a result, there is a growing need for black oxide finishing that does not consume large amounts of water, particularly the 63,000 gallons a month cited.
To address this problem, Birchwood Technologies has devised a water treatment system, called the Near-Zero™ Water Recycler. This system is designed to dramatically reduce the overall water consumption of the Tru Temp® mid temperature black oxide system, enabling it to operate as a self-contained, closed-loop process line. It reduces water consumption to just 600 gallons a month instead of 63,000 gallons, a 99 percent reduction in water usage.

Near-Zero Water Recycler reduces rinse water consumption up to 99 percent in Tru Temp black oxide finishing systems.
The Near-Zero system is a simple process that collects the rinse water discharge from the Tru Temp® black oxide rinse tanks. The discharge is pumped through a series of filters to sequentially remove free oil, emulsified oil and detergent residue, thereby partially purifying the water. The pH of the rinse water is also monitored and adjusted periodically to maintain it at a near neutral level. Besides oil and detergent residues, the water contains measurable quantities of sodium, which is not removed from the water, but allowed to build up. Because all of the chemical tanks in the Tru Temp® line are already high in sodium content, this means they can tolerate a rinse system that contains a moderate amount of sodium. As a result, a partial purification is all that is needed in order to successfully operate the black oxide process.
The rinse water is continually circulated through the Near-Zero system, then back through the process line, thereby creating a constant three gallon per minute water flow in each process rinse tank. About once a month, the rinse system needs purging. The rinse water, at this point, has a fairly high sodium content and can be disposed of in either of two ways. It can be sent out for non-hazardous disposal with a waste hauling company. Or in areas where conditions allow, the water can be sent to the city drain as non-hazardous discharge.
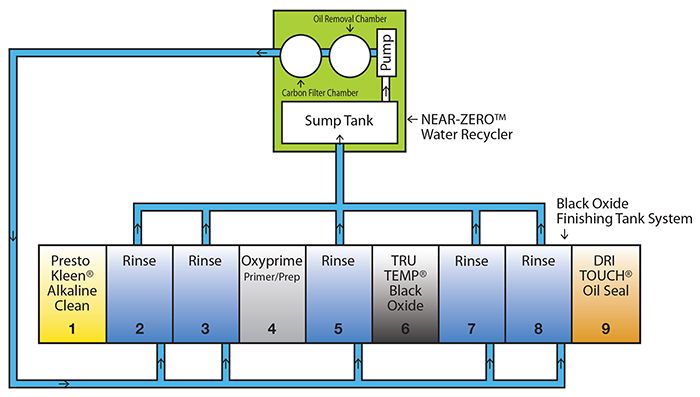
Near-Zero recycling process is simple in a Tru Temp system. Rinse discharge is pumped through filters purifying the water so it can re-used.
The process rinse tanks are then re-filled with fresh tap water, the filter elements are changed out, and the entire process begins anew. This monthly change-out schedule is usually all that is needed to keep the system operating efficiently. The Near-Zero Water Recycler can be configured in a variety of sizes to match up with the capacity of the main process line.

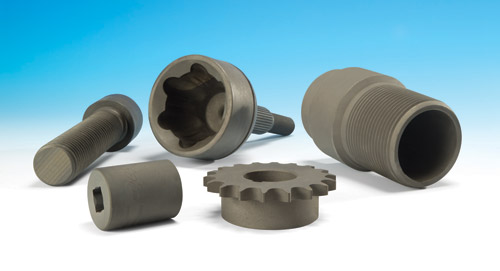
Black oxide finished parts using the Tru Temp Near-Zero process. Parts have a satin black coating that is 0.5 microns thick and withstands up to 200 hours of salt spray (ASTM D 1748) and is Mil spec compliant.
A large job machine shop in Texas, making components for the oil/gas industry, recently installed a Near-Zero Tru Temp line. This company operates the Tru Temp® system utilizing 160 gallon tanks, with a capacity to blacken up to 10,000 pounds of parts per shift. In a normal configuration, this process line would consume about 95,000 gallons of fresh water per month with the rinse water sent to the city sewer as non-hazardous discharge. A discharge permit from the sewer district, with periodic sewer sampling, would normally be required for proper operation. However, because the plant is located in an area that has experienced severe drought conditions, the supply of fresh water is limited and expensive. At the same time, the company needed to be able to carry out its own in-house black oxide processing in order to keep up with customer demand for corrosion resistant and galling resistant components with fast part turnaround.
Because of recent growth in production volume, sending the work outside to a plating shop located 200 miles away was no longer a viable option. The company could no longer wait a week for the work to come back in. To address this challenge, the company installed a complete Tru Temp process line, supplied by Birchwood Technologies, configured with the Near-Zero Water Recycler.
The Near-Zero Water Recycler enabled the process rinse tanks to operate as closed-loop rinses, using filtered water rather than fresh water, leading to a monthly consumption of less than 1,000 gallons. Once the water does its job on the process line, it is collected and sent out for non-hazardous disposal with a waste hauler. By operating in this way, the company not only reduces its water consumption from 95,000 gallons to less than 1000 gallons a month. It also saves money since a discharge permit and sewer sampling are not needed because no water enters the drain. Overall, the company was able to achieve its goal of high quality in-house black oxide finishing, with a 30-minute turnaround, while operating the system as a completely self-contained process line, with no discharge to the drain. The Tru Temp process line was installed by the customer, aided by Birchwood Technologies factory tech support, to train the operators on the proper operation and maintenance of the system and to provide follow-up support.
Zinc Phosphate finished parts using the MicroLok® MZN Near-Zero process provides corrosion protection when in storage and break-in lubricity when put into operation. Minimal water use is required using the process.
Zinc phosphate coating is widely specified as the coating of choice to form a friable, sacrificial surface treatment that improves break-in lubricity of mating/sliding surfaces, such as piston/cylinder assemblies, gears, bearings, etc. In addition, it is an effective treatment to eliminate galling of critical threaded parts, such as couplings, that must withstand repeated make-up/break-in cycles in order to function properly in the field.
Because the zinc component in zinc phosphate is regulated by the EPA, the process line must be configured in a way that prevents the zinc from entering the drain. In most cases, an extensive zinc precipitation system is required to collect the zinc and precipitate it as sludge to be disposed of as hazardous solid waste. For large process lines, this system can work well, albeit with high capital costs.
Another option for treating the zinc is to utilize Ion Exchange technology to remove the zinc and purify the water so that it can be re-used. However, this treatment method works only on the rinse following the zinc phosphate tank. The other rinses in the process line usually are allowed to go directly to the drain. However, when the objective is minimal fresh water usage, these secondary rinses can be treated with the Near-Zero™ Water Recycler, available from Birchwood Technologies. The user will achieve clean rinsing conditions while using minimal water when combining the Ion Exchange and Near-Zero processes.
When a large Oklahoma manufacturer of down-hole components for the oil and gas industry ran into water restrictions for its zinc phosphate process, the company installed a MicroLok® MZN Zinc phosphate process line. It solved the water restriction problem for its 840-gallon tank system that processes up to 10,000 pounds of parts per shift. In a normal configuration, this process line would consume about 90,000 gallons of fresh water per month.
Because the plant is located in an area that has experienced severe drought conditions, the supply of fresh water is both limited and expensive. Normal waste treatment with these restrictions requires a large capital investment. In addition, the company cannot afford to send parts out for zinc phosphate processing because long turn-around time makes it difficult to satisfy customer just-in-time delivery requirements.
To address these problems, Birchwood Technologies proposed a water treatment system that utilized a combination of Ion Exchange and the Near-Zero water recycler. This combined system is designed to keep rinse waters in good condition while dramatically reducing overall water consumption, enabling it to operate as a self-contained process line.
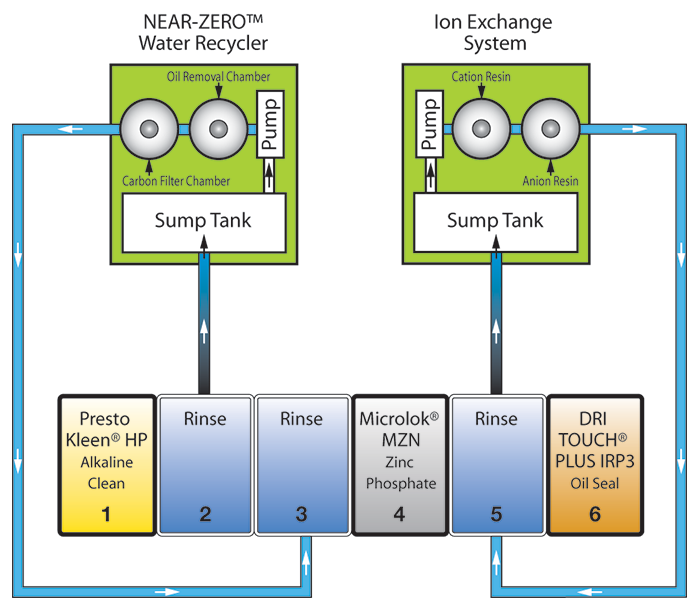
Near-Zero recycling process is simple in a MicroLok® MZN Zinc Phosphate system. Rinse discharge is pumped through filters in the Near-Zero Water Recycler (top left) and the Ion Exchange System (top right) purifying the water so it can re-used.]

Near-Zero recycling process is simple in a MicroLok® MZN Zinc Phosphate system. Rinse discharge is pumped through filters in the Near-Zero Water Recycler (left) and the Ion Exchange System (right) purifying the water so it can re-used.
The Near-Zero system collects the rinse water discharge from the rinse water in Tank #2 following the cleaning station. The rinse water is pumped through a series of filters to sequentially remove free oil, emulsified oil and detergent residue, thereby partially purifying the water. The pH of the rinse water is also monitored and adjusted, as needed, to maintain a near neutral level. Besides oil and detergent residues, the water contains measurable quantities of sodium, which is not removed from the water, but allowed to build up. The chemical tanks in the process line can tolerate a moderate amount of sodium. As a result, a partial purification is all that is needed in order to successfully operate the process.
The Ion Exchange system purifies and recycles the rinse water in Tank #5 following the MicroLok® processing. The water is purified by traveling through sequential filtration units that remove the organic compounds, then the positive dissolved ions, then the negative dissolved ions. The result is pure, deionized water that is fed back to the rinse tank to be re-used over and over. The only maintenance needed is periodic regeneration of the resin tanks to remove the zinc content. This service is performed by an outside regeneration facility that assumes ownership of the chemicals collected in the resin tanks.
The rinse water is continually circulated through the Near-Zero and Ion Exchange system, then back through the process line, thereby creating a constant ten-gallon per minute water flow in the rinse tank. About once a month, the Near-Zero rinse system needs purging. The rinse water, at this point, carries elevated sodium content that can be disposed of in one of two ways: it can be sent out for non-hazardous disposal with a waste hauling company, or, in areas where conditions allow, the water can be sent to the city drain as non-hazardous discharge.
The Near-Zero Water Recycler collects rinse water from the first rinse tank filtering out free and emulsified oil and detergent residues. The pH of the rinse water is maintained at a near neutral level.
The process rinse tank is then re-filled with fresh tap water, the filter elements are changed out, and the entire process begins anew. This monthly change-out schedule is usually all that is needed to keep the system operating efficiently. The Near-Zero Water Recycler and Ion Exchange system can be configured in a variety of sizes to match up with the capacity of the main process line.
The Near-Zero Water Recycler enables the process rinse tanks to operate as closed-loop rinses, using filtered water rather than fresh water, leading to a monthly consumption of less than 1,000 gallons versus the original 90,000 gallons – a 99% reduction from the normal levels. It also saves money since a discharge permit and sewer sampling are not needed because no water enters the drain.
Overall, the Oklahoma company achieved its goal of high quality in-house zinc phosphate finishing, with a 30-minute turnaround, while operating the system as a completely self-contained process line, with no discharge to the drain.
The MicroLok® MZN zinc phosphate process line was supplied by Birchwood Technologies, installed by the customer, with factory tech support, to train the operators on the proper operation and maintenance of the system and to provide follow-up support.
The MicroLok® MZN zinc phosphate finish complies with MIL-DTL-162326, Type 2, Classes 1, 2 and 3.
Clean water is getting scarcer. Only a few states have enough water to comfortably supply demand, and even in those areas, there are water restrictions. In many states, there is a critical water shortage that affects even residential water consumption. Corporate water usage is increasingly more tightly controlled. In many areas, the cost of water is less important than the availability of water. With this in mind, the ability to operate with limited water consumption often means the difference between successful operation and not operating at all.
Modern industry benefits society by being "green" and conserving natural resources. There are also benefits for industry itself. With the help of the Near-Zero™ Water Recycler and Ion Exchange from Birchwood Technologies, the challenge for conserving water becomes easier.