
Mid temperature black oxide line like this CNC system uses just two heaters. Conventional hot oxide lines usually require six heaters. The gas burner savings for this new system pictured can amount to 65% versus the old.
66% Reduction In Heating Costs. Converting from traditional hot oxide finishing to the newer mid temperature process dramatically reduces heating costs at dozens of leading tool manufacturers. Older process lines heated with six gas burners have been converted to the new mid temp process now requiring only two burners, reducing heating costs by up to 66%.
Reduction In labor and indirect energy costs. In-house black oxide versus outside vendor finishing streamlines workflow patterns eliminating repeated part handling, shipping and long lead times. All three – part handling, shipping and lead times – require energy and raise costs.
Maximize Sales Of Time-sensitive Orders. A mid-temp in-house process line lowers manufacturing costs while enhancing the opportunity to win time-sensitive orders. These added sales optimize energy consumption by using less energy for larger volume output.
Elimination Of Energy Required For Waste Treatment. Waste treatment of most conventional finishing processes is energy intensive. A mid temperature process line does not require waste treatment so these energy costs can be removed from the equation.
With a myriad of finishing options available, it can be difficult to reconcile energy consumption, quality, safety and operating cost for these systems. For example, the new compact fluorescent light bulbs use less than half the energy savings of ordinary incandescent bulbs, but their high price and hazardous mercury content make the energy savings unattractive. Similarly, in a metal finishing analysis, if lower energy consumption entails safety hazards and higher overall operating cost, is there a net gain? Informed users strive for the best combination of factors to reconcile and meet realistic goals.
This rationale is especially applicable to industrial black oxide finishing processes. There are alternative processes for achieving a black finish on metal components, each with its own benefits and challenges. Potential buyers of these systems need to examine and reconcile key aspects of each system in order to best meet requirements and goals.
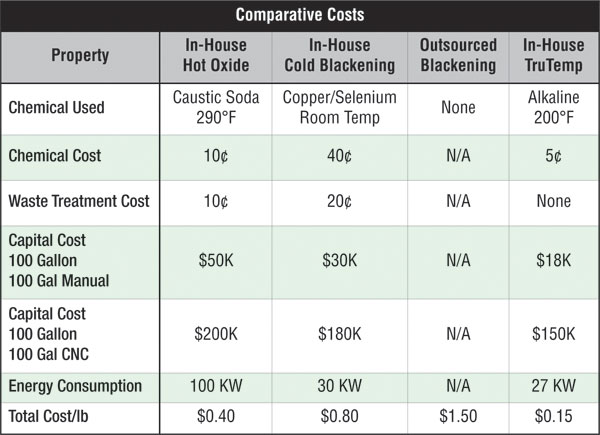
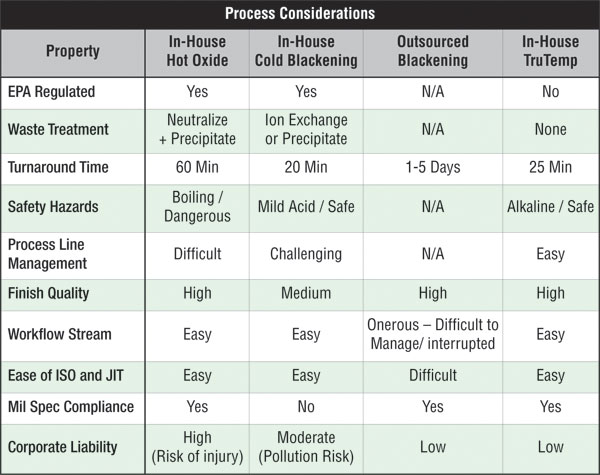
The traditional in-house, high-temp black oxide process is used by manufacturers in order to achieve a high quality black oxide finish while reaping the benefits of an in-house part finishing department. These users have found that the quality of the black finish is normally high. However, the process requires an extremely hazardous, boiling caustic soda tank at 290°F. This not only creates serious safety hazards and low morale for the operator, it also requires extensive waste treatment while raising overall corporate liability to a level that is increasingly difficult to justify.
The in-house cold black or zinc phosphate process is used by manufacturers to avoid use of the dangerous chemicals of hot oxide, while capitalizing on streamlined workflow benefits of in-house part finishing. These users soon realize that while chemicals operate at fairly benign temperatures, the quality of the black finish is marginal. Also, chemical costs are high and the chemicals contain EPA regulated heavy metals that require extensive waste treatment in order to keep them out of the drains. For these users, the energy savings are offset by the high chemical cost, pollution challenges and marginal finish quality which can jeopardize sales.
Outsourcing the black oxide process to a plater is used by manufacturers who require high quality while avoiding the challenges of owning and processing the chemicals. These users have found that, while there are no pollution or safety issues to deal with, the practice of sending parts outside the plant lengthens the manufacturing lead time and disrupts normal workflow patterns. As a result, quick-ship orders are impossible. Overall costs are extremely high, especially when all the various aspects are considered: packing, shipping (both ways), purchasing, payables, inventory adjustments, etc., all add cost. Key customers often don't tolerate 3-5 day lead times and orders can be lost as a result of this deficiency alone

Hot oxide finishing is usually a "back of the plant" job hidden from view but with ever-present hazards that effect safety and quality. The system on top needs replacement. The mid temperature system on the bottom is clean operating with no hazardous boil over while producing high quality finishes.

Assuming most manufacturers fall into one of the groups described above, they can be used as a starting point to examine how improvements can be made. A simple walk through of the following areas can readily point to possible major savings by transitioning into an in-house mid temperature black oxide process. Some things to look for:
In-house hot oxide users: Check tank heaters. How many are there? Converting to a mid-temperature process can produce an immediate energy savings of 66 percent. These are savings documented at every new mid temperature black oxide installation to date.
In-house cold black users: Check the quality of the black finish. Is it really what you want to offer your best customers?
Look at the waste treatment system. Is it working properly? Have you had failures that put you in violation of discharge limits? Failures are costly and need to be avoided.
Check actual cost to operate the system. Would a 30 to 50 percent reduction in chemical cost help your department's budget? Converting a cold blackening line to a mid temperature black oxide line results in a dramatic drop in chemical costs.
Outsourced hot oxide users: When was the last time you paid a visit to your outsourced hot oxide shop? Check out the age and condition of their hot oxide system. An old, out of date line is highly hazardous making it difficult to deliver consistent quality.
Do you get occasional parts with streaks, brown colors or white salt leaching problems? All of these problems can be avoided with the mid-temperature process.
Check out part handling and packaging of finished parts. Are they handled carefully? Note the time/cost required for packing, shipping, inspection, repackaging, inventory adjustment, purchasing, etc.
What impact would a 90 percent reduction in finished part turnaround have? Going from 2-5 days to just 30 minutes is very do-able in most cases.
Ask if your plater knows of the new, mid temperature black oxide process and if they have any plans to implement that system. In-house black oxide finishing looks better the more you dig into the cost savings. Also remember, the inefficiencies you observe in your walk-through for excessive energy consumption is being paid for by customers like you.
Could same-day part finishing help sell key customers? In today's just-in-time business environment, your ability to ship promptly can be a deal-maker or a deal-breaker. A 30 minute mid temperature black oxide process time leads to prompt shipments and happier customers, especially for special parts or customized orders.
Would in-sourcing your black oxide finishing save jobs at your company? An in-house CNC black oxide line can give you same day turnaround capability (possibly increasing sales) and streamline workflow patterns (reducing costs) without adding employees. With the process line set up near machining and assembly areas, it is easy to utilize workers in adjoining departments to handle the load/unload functions, thereby requiring no direct labor. The result is improved profitability that helps avoid job losses.
Does your company have a green initiative or are you contemplating one? An in-house mid-temperature black oxide line is environmentally neutral. These systems are safe and simple to operate and require no waste treatment.
Bringing the finishing process in-house is not as daunting as you may think. The system supplier oversees the design and installation of the line. They provide professional training for the operator and continuing technical support.

High density part finishing – putting maximum number of parts through for automated CNC finishing at one time – is another energy saving strategy. This mid temperature system does so without adding labor and produces high quality black oxide finishes with high repeatability and no operator error.

Nothing like it – Tru Temp® mid temp black oxide is a patented advancement for protecting ferrous metal components. The black finish can be applied to any type of parts, from hand tools to critical machine components and provides high quality appearance, corrosion resistance and galling protection. The Tru Temp finish complies with MIL-DTL-13924F, Class 1 and withstands 100-300 hours salt spray. Its rich black appearance offers sales appeal as well. Best of all, it saves energy as outlined at the beginning of this article.
The Tru Temp process forms a non-dimensional, deep black finish with long term corrosion resistance. It is ideal for components manufactured to tight tolerances, yet doesn't affect function. Because of its crystalline structure, the Tru Temp finish has inherent break-in lubricity and galling resistance, thereby serving as a direct replacement for zinc phosphate finishes, but without the hazardous zinc content. This property makes it possible to operate the Tru Temp process without the need for hazardous waste treatment equipment.
The Tru Temp process itself operates at 200°F and contains no pollutants. Unlike other hot finishing methods, the Tru Temp process can be safely operated in-house without the boilover and splattering hazards commonly seen with high temp operations. The mid temp also eliminates the brown coatings and white salt leaching problems of regular hot oxide.
Total process time is just 25 minutes, and operating cost (including chemical and heating cost) is just 2 to 3 cents per pound of finished work. Components can be processed on racks or in bulk loads. Most existing tank lines can be retrofitted for Tru Temp at low cost. New process lines – including automated CNC lines and manually operated lines – are also available direct from Birchwood Technologies in all sizes at modest costs.
The Tru Temp process contains no metals or other pollutants, so no waste treatment is required. Rinse waters are normally sewerable as non-hazardous discharge. This benefit simplifies the installation and minimizes the capital investment for setting up the process line.